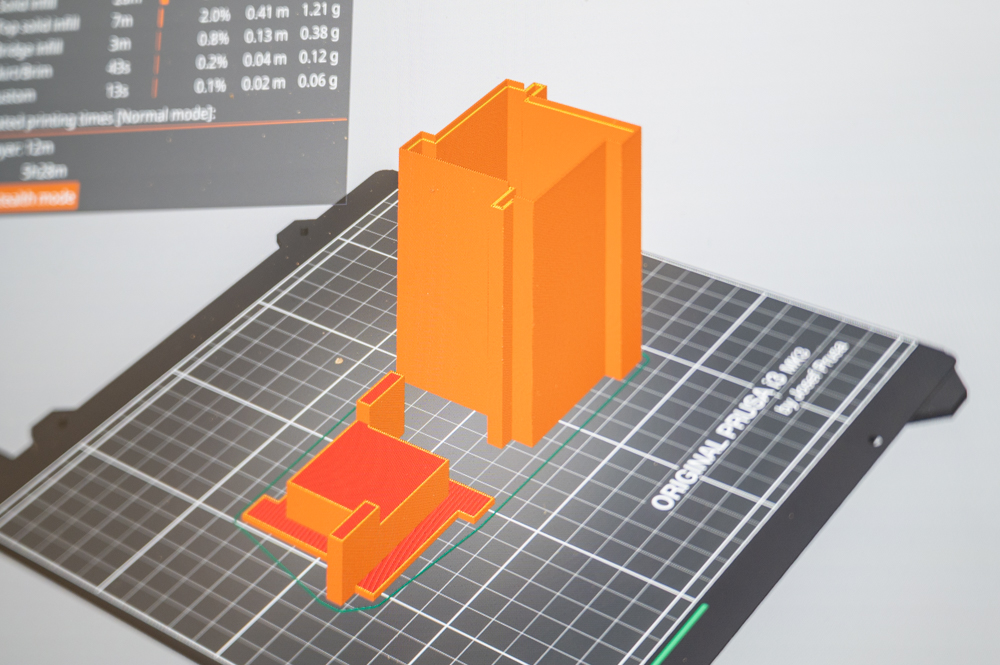
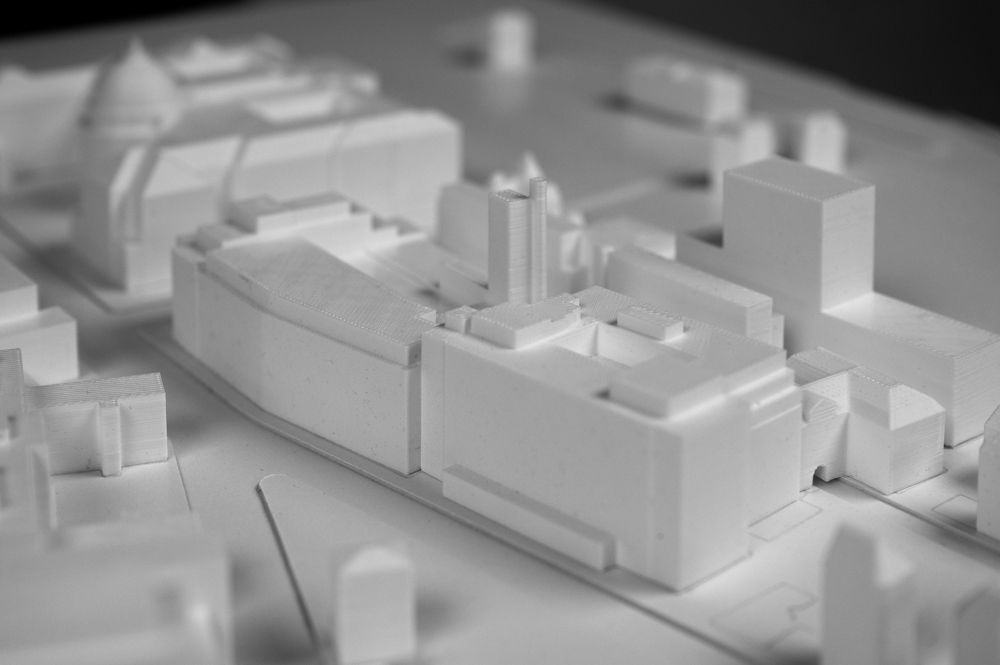
One of the principal considerations in 3d-printing architectural models is how to efficiently cut them before slicing. The technique presented here is a simple way to improve speed and success rates while maintaining an acceptable level of detail.
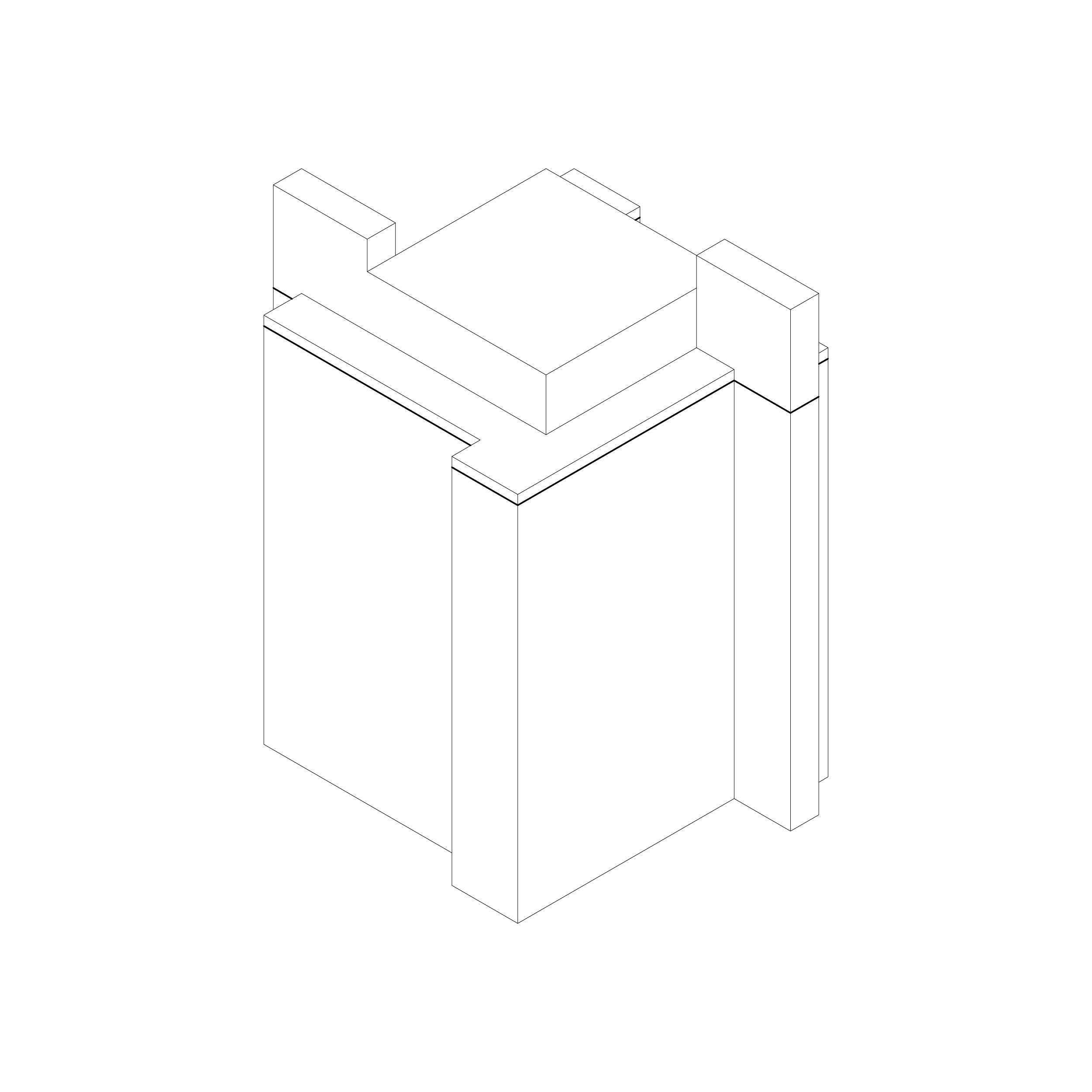
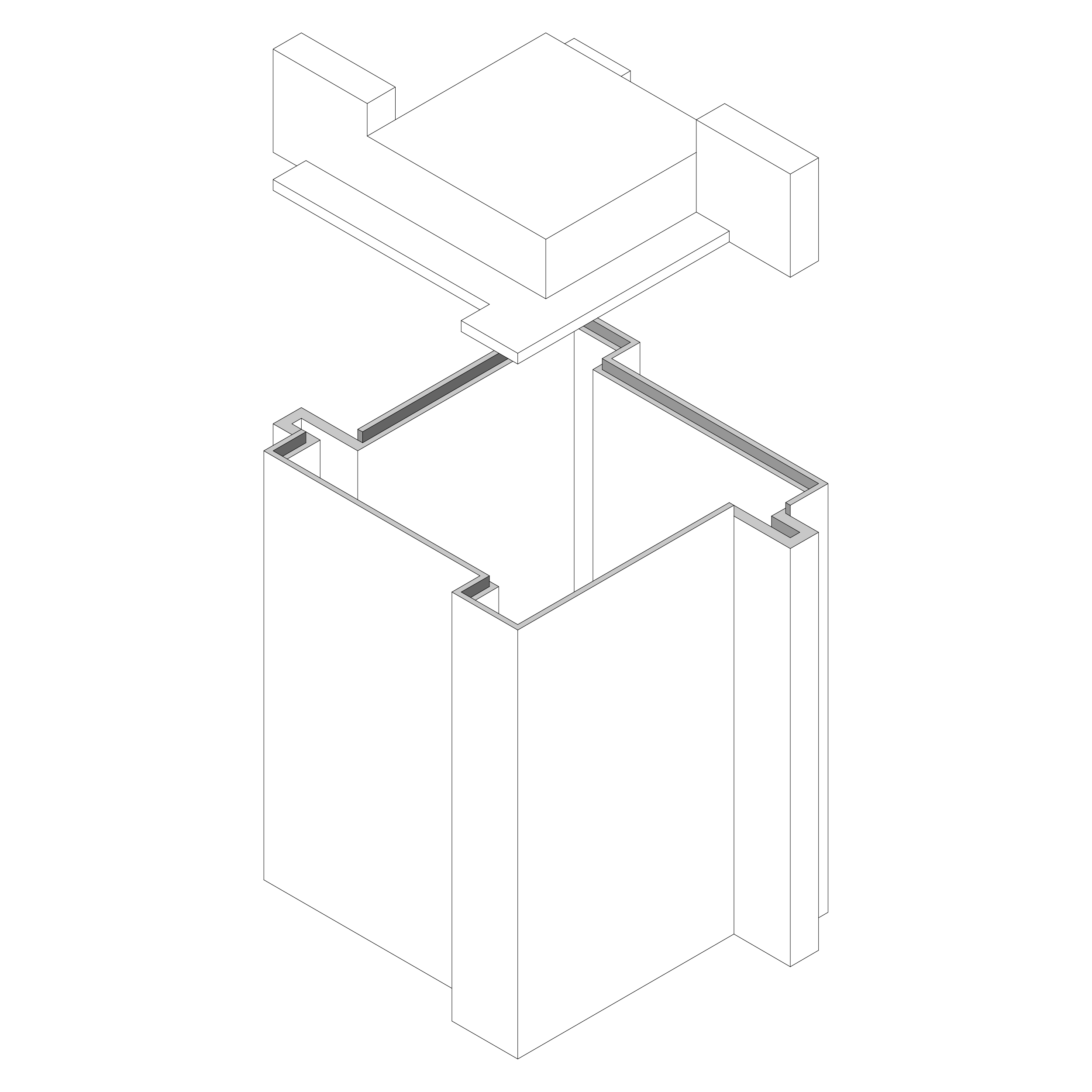
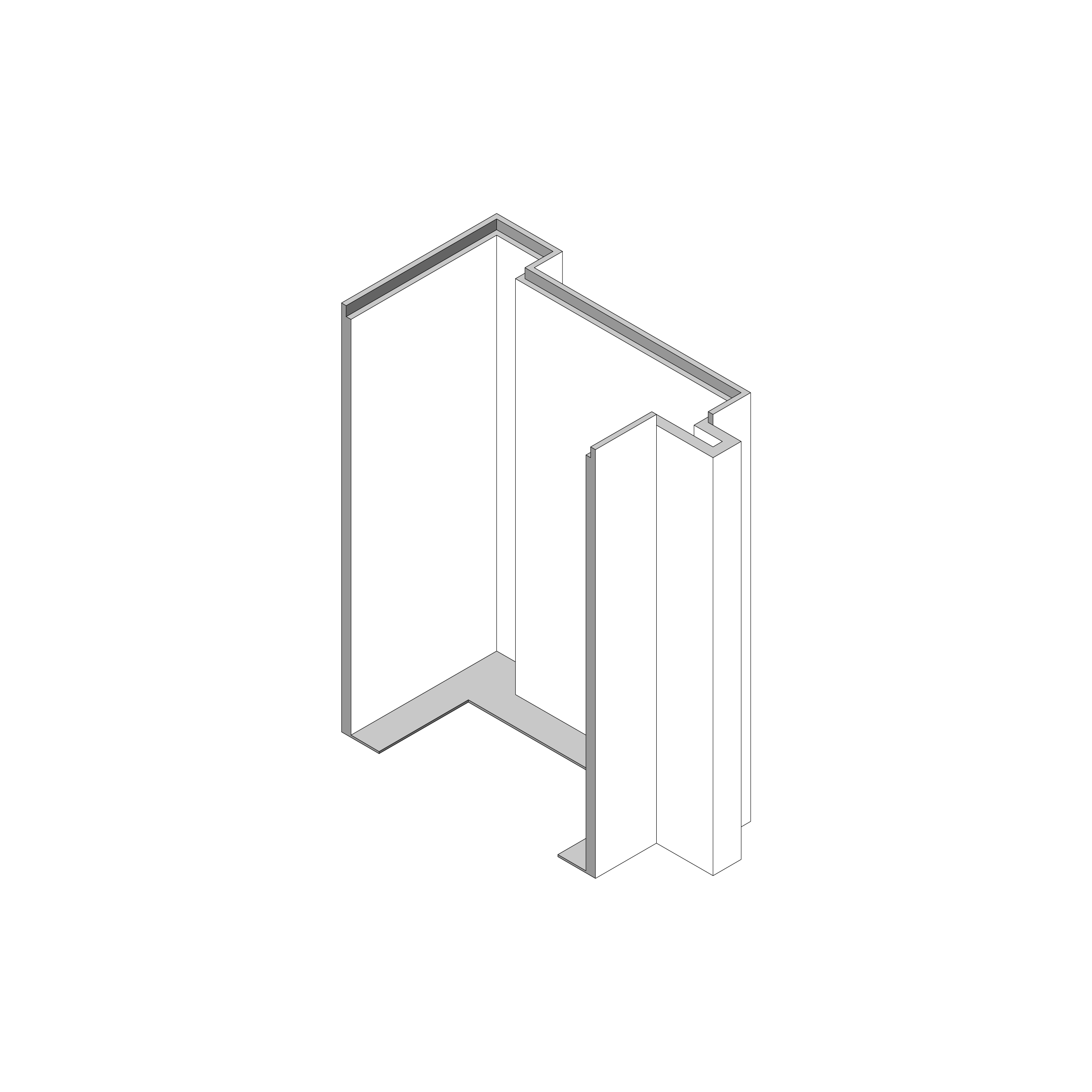
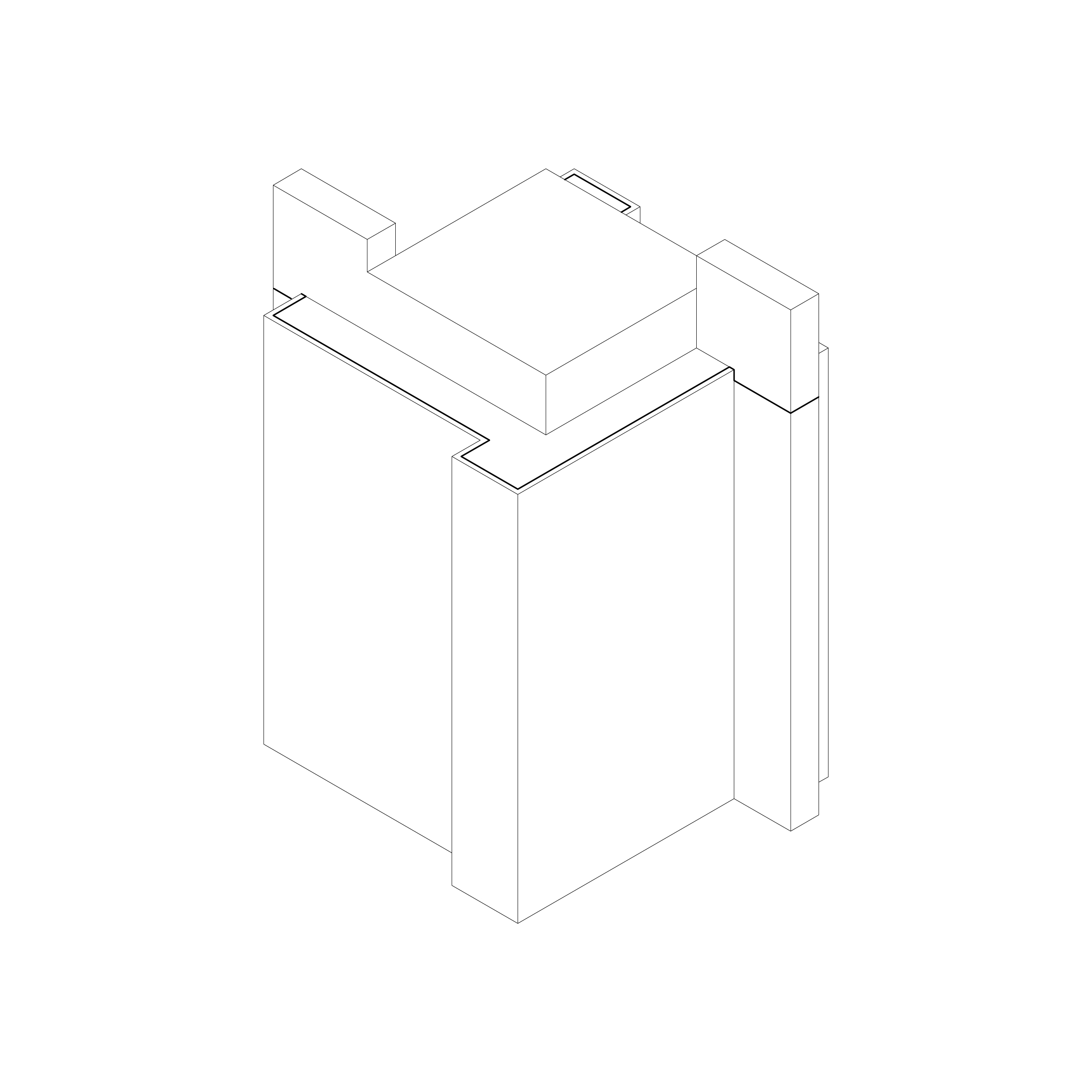
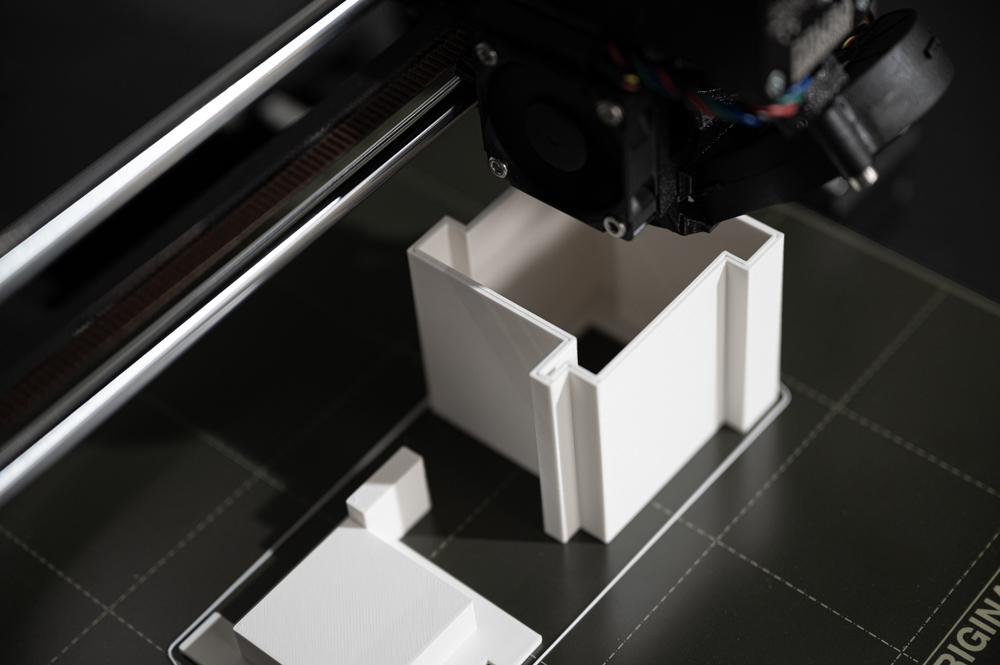
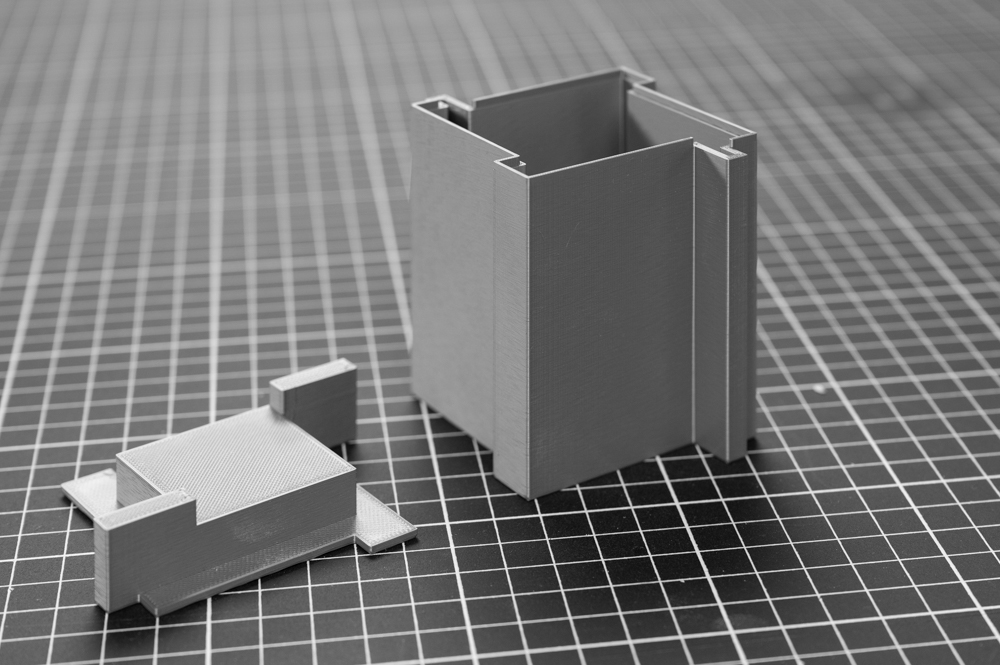
The principal idea is to separate the roof from the main body of the building so that the top acts as a lid. The body can then be hollow, consisting only of a wall, and prints drastically faster than a support-filled part.
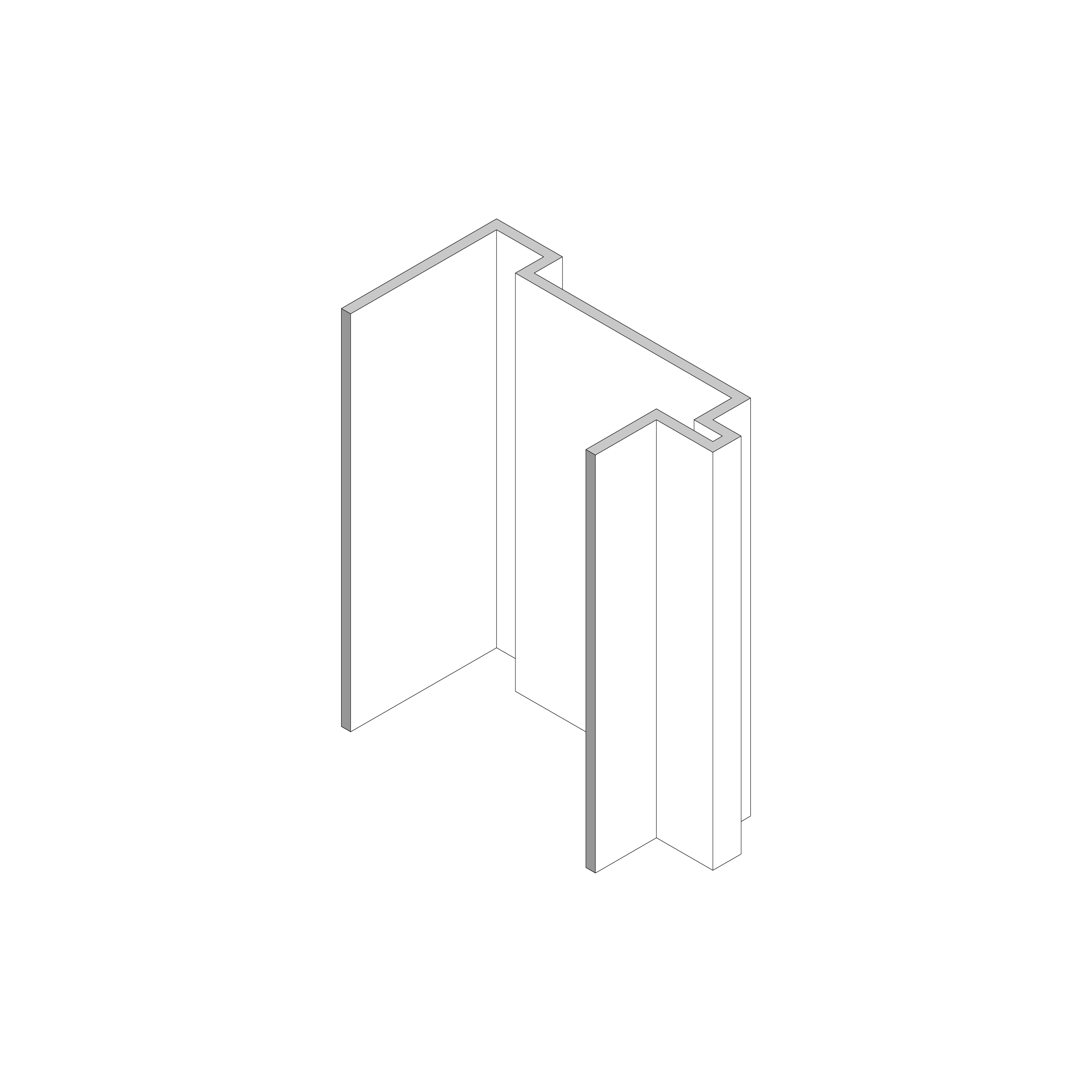
Designing models for this sort of printing requires following some guidelines that have to do with the slicer and the diameter of the printer nozzle (typically 0.4mm).
PrusaSlicer gives us the following recommendation under the parameter “vertical shells”:
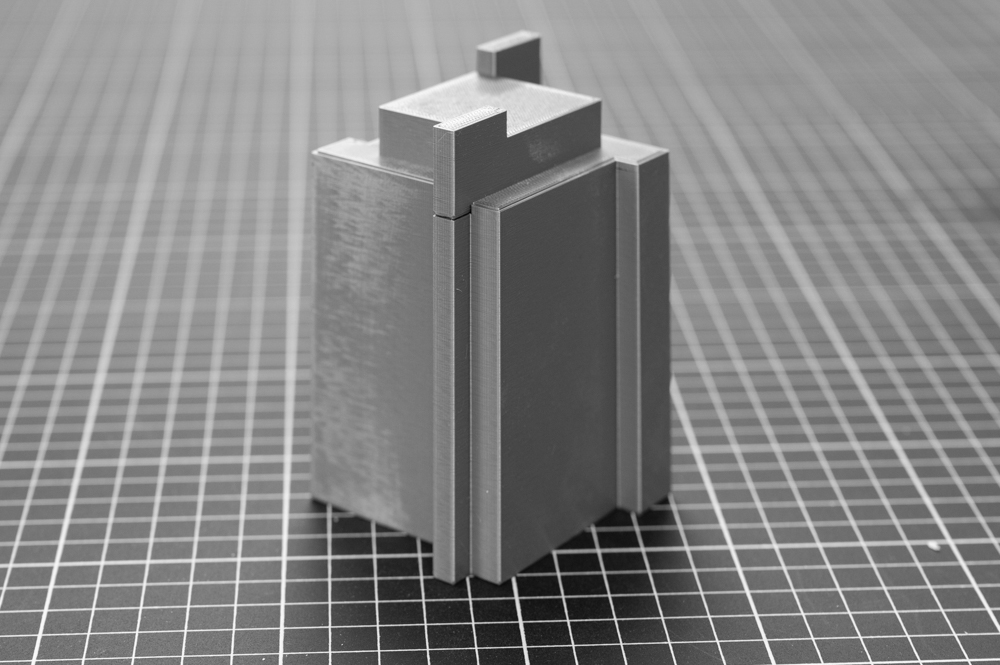
The model below was designed following these rules. The outer wall of the building is 1.67mm thick, and the small lip at the top that houses the roof is 0.86mm. All vertical extrusions try to stay within a 0.2mm grid corresponding to the layer height specified for this print. A 0.2mm layer at the bottom of the print for the wall part was introduced to ensure adequate adhesion on the build plate.
The top part was printed conventionally with 20% infill.
The total print time for this model has been reduced by half by applying these simple techniques while drawing the model.
Material
Polylactic Acid (PLA) is a thermosoft plastic polymer material that becomes pliable or moldable at elevated temperatures. The temperature range for 3d-printing is between 200-230°C with a bed temperature of 60°C to avoid warping.