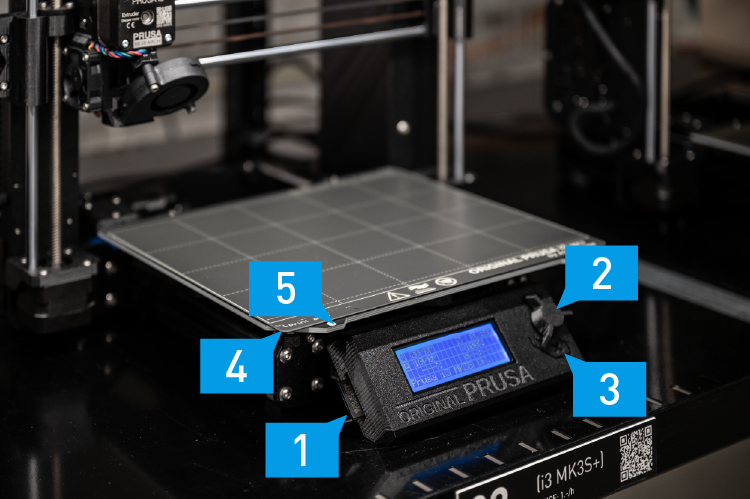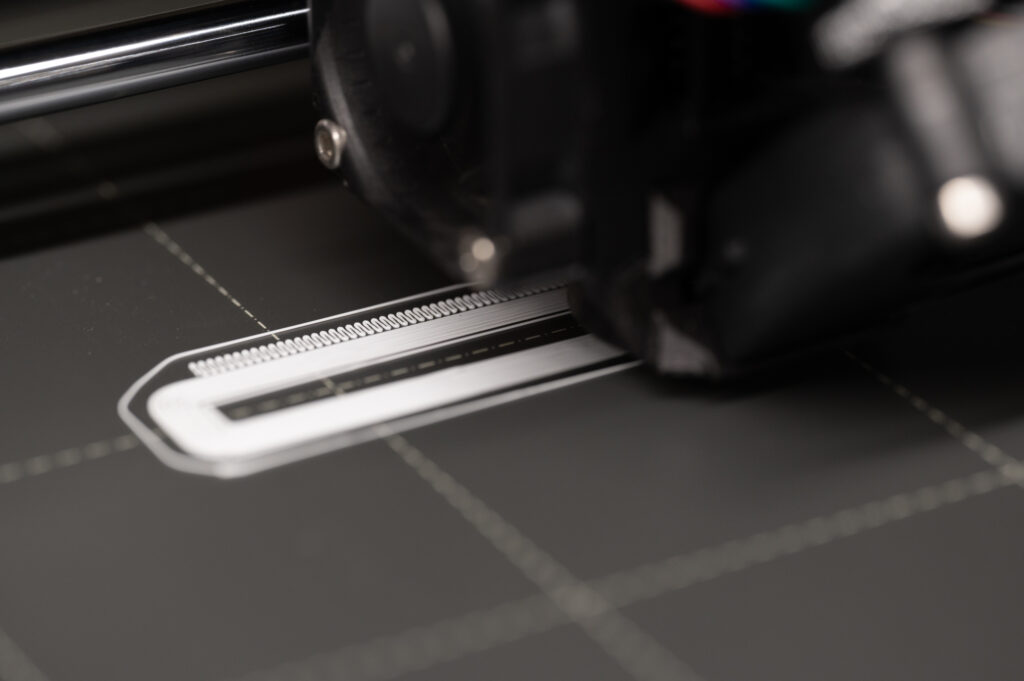






























Check if the first layer sticks to the surface – if not abort the print and report it to a Raplab employee.
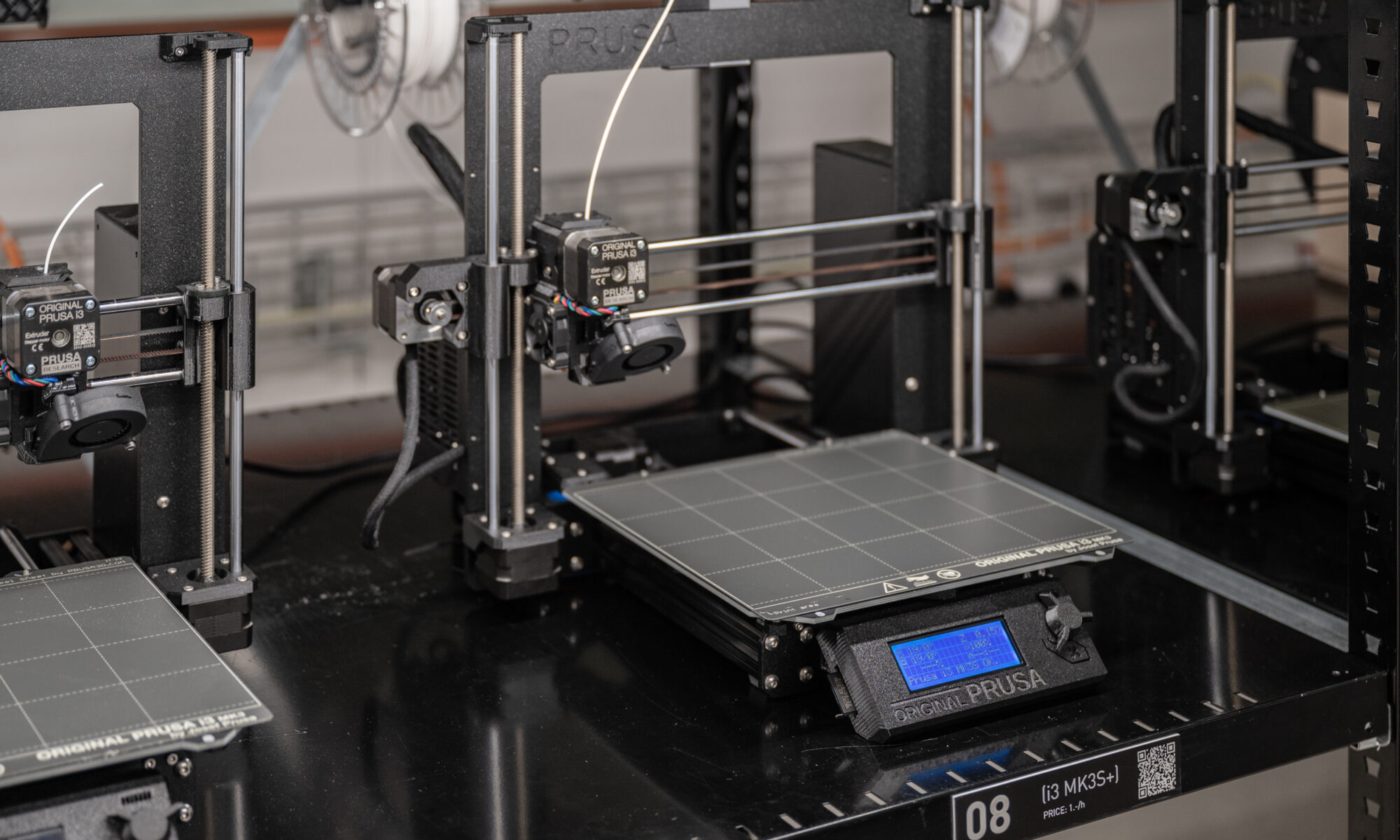
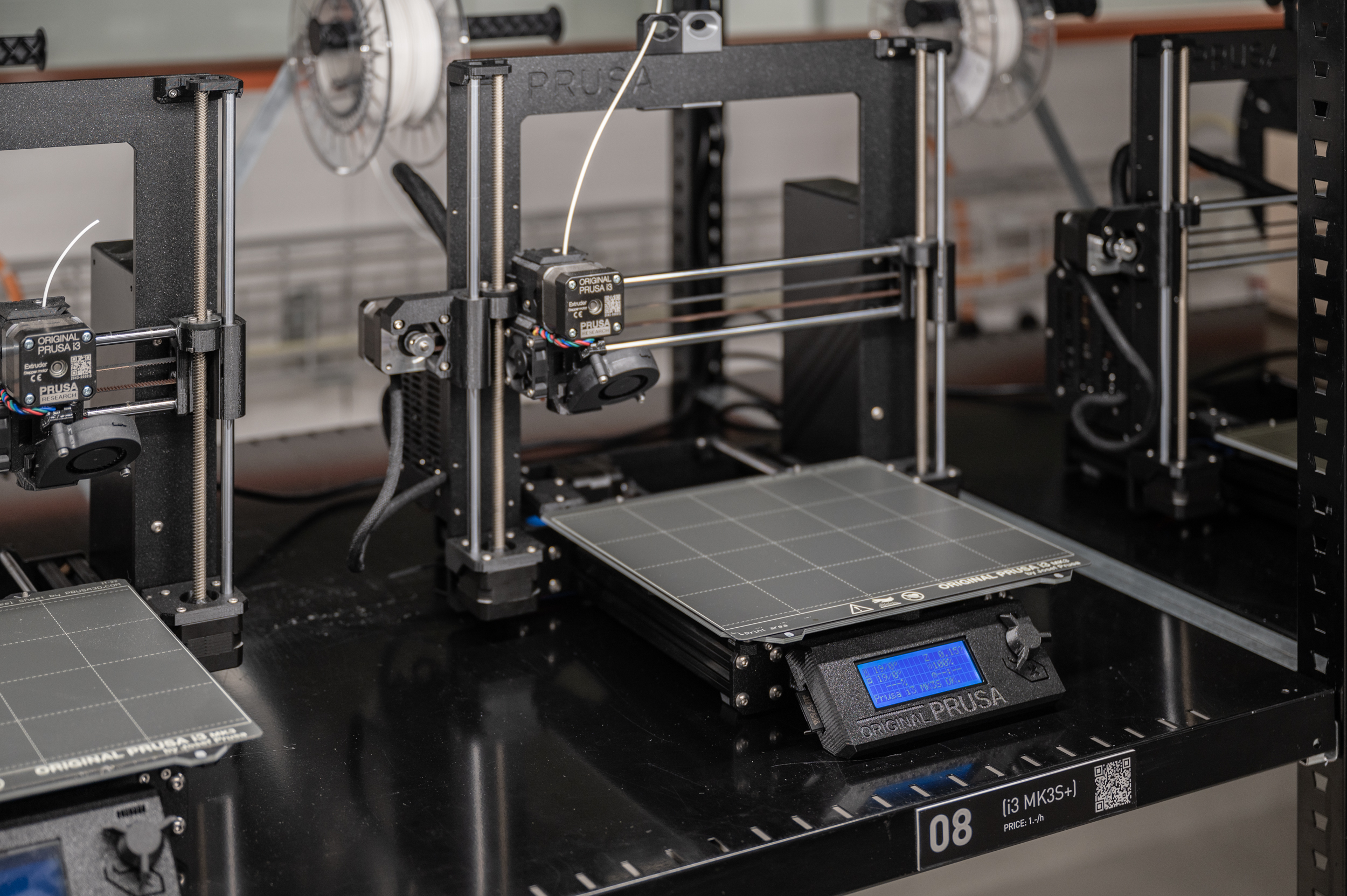
Cost: 1.- / h
Area: 250mm x 210mm
Height: 210mm
White PLA filament, 1.75mm, provided by the Raplab.
You can download PrusaSlicer to your personal computer for free here.
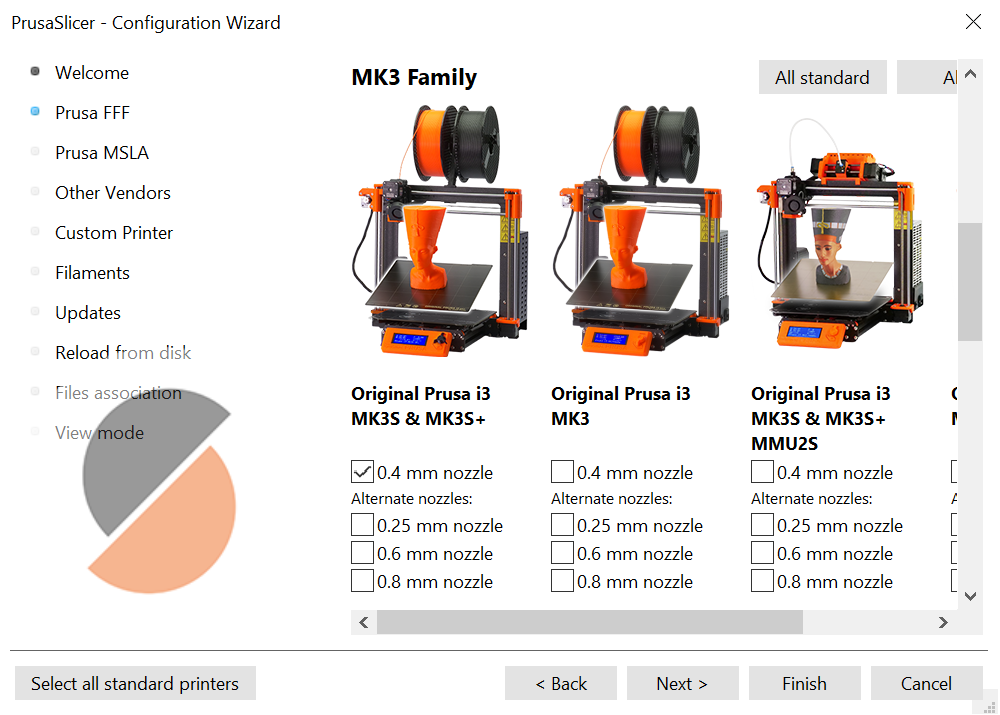
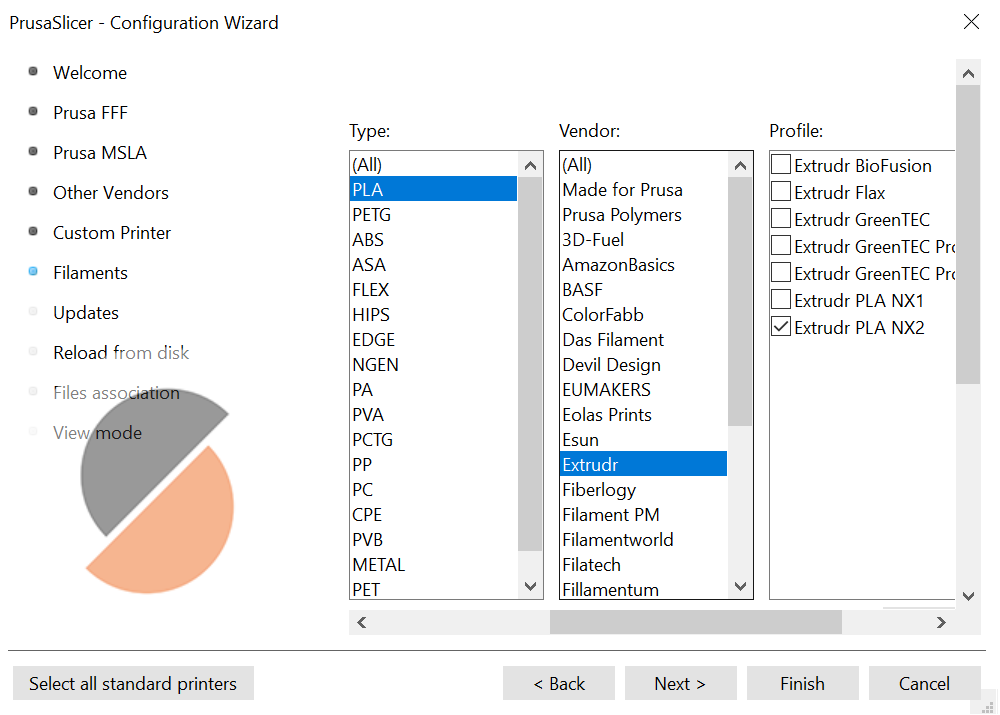
Once installed open the configuration wizard and select “0.4mm nozzle Original Prusa i3 & MK3S+” on the Prusa FFF tab and “Extrudr PLA NX2” on the filament tab. This will Install the necessary printer settings.